Quality Assurance
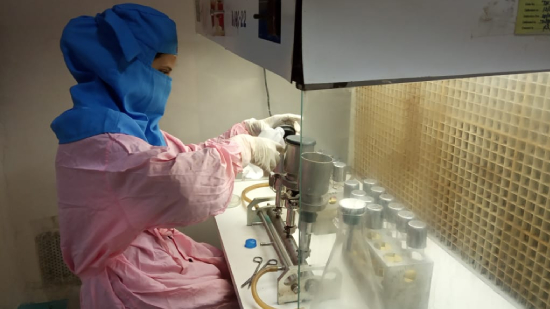
In order to make sure that the Intravenous Fluids and other high value Pharmaceutical Formulations are of optimum quality, we make sure that the raw material used is of the best quality and the end products are tested using computerized equipment. Zero-defect, sterile, triple distilled pyrogen-free water solution obtained from computerized “Multi Column” system is maintained at 80 degree C till the time of filling and sealing. In order to ensure quality, all the quality tests are performed religiously.
Due to the built-in flaw of technology, the polyethylene containers are filled at room temperature of 25 / 30 degree C. The solution is processed under optimum manufacturing practices such as titrations through 0.22 micron filters (German) USA made disposable membrane filters. It is made sure that the atmosphere is bacteria free and is performed under pressure by centrally air conditioning & Hepa filters thus maintaining positive air pressure purity up to 99.9%.